
Edited by Mike Santora

Before Hallite, a manufacturer of hydraulic sealing solutions, began the design process of its 708 bearing, its engineers knew they needed a more robust bearing with better sealing capabilities. The redesigned sealing solution featured material technology and design enhancements to meet the needs of heavy-duty industrial applications. The new bearing offered OEMs, distributors who partner with OEMs and aftermarket service providers with the most advanced bearing of its type.
The concept of a plastic bearing is simple; to provide sufficient support to the moving components in any given application throughout the service life of the hydraulic system. However, to meet this simple concept the material must meet the following challenges (not necessarily in order of priority):
• wear resistant, yet non-abrasive to any contact surfaces
• dimensionally stable through a range of temperatures
• compatible with all applicable service fluids
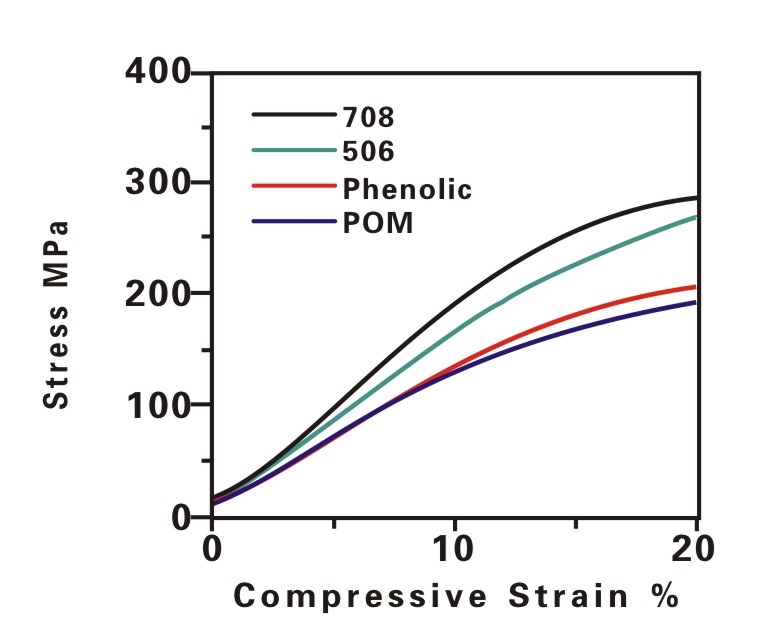
• high compression strength and a predictable, non-system threatening failure mode
• commercially viable in terms of base cost and ease and consistency of manufacture
• consistent throughout all of the above to ensure repeatable and predictable performance and quality.
Clearly the design team had some challenges ahead. To improve the bearing materials, the design team reviewed its existing mining bearing and then worked with their partners to isolate the characteristics most important to the materials. They followed up this initial review with a series of material and product concept tests using their test facilities based in Hampton, UK.
The result was the Hallite 708 bearing. It is a fit-for-purpose bearing designed for heavy-duty cylinder applications, such as mining roof supports and forestry equipment. For better alignment and to reduce risk for metal-to-metal contact between moving parts, all 708 bearings have been fully machined to tight tolerances on thickness. It also has an operating temperature range of –40 to 100° C and works best in applications that require high load bearing, compressive strength and wear-resistant capabilities. It was designed specifically for extreme applications where fiber filled bearings are not suitable.
“We designed the new 708 for applications that go beyond the load threshold of the Hallite 506 bearing,” said Lee Shek, technical director, China.
The material was developed to maintain the pre-set diameter ensuring a snap-in fit into the housing even after significant periods between manufacture and installation. In addition, the low-friction nature of the material ensures that assembly forces are kept to an absolute minimum. It has been tested in underground mining applications and has continued to perform well. Because of this design and release, engineers now have access to a more durable, heavy-duty bearing that is easy to install.
Hallite
hallite.com
