
Most successful manufacturers are keenly aware of the pivotal role capital equipment plays in their success. They invest care and time in the purchase decision process and are judicious in the selection of their suppliers. However, there is a temptation to place less importance on the support and maintenance components for this equipment. Aftermarket items like bearings, lubricants, lines, and couplings are often warehoused as expendable commodities, selected principally on price, and open to the lowest bidder.
But in the modern lean manufacturing environment, each operation is dependent on the smooth, reliable functioning of every other operation.
On a continuous casting machine in a steel mill, the unexpected premature failure of an upstream bearing necessitates a shutdown of the entire line. If an industrial air compressor feedline leaks or a motor bearing seizes, every pneumatic production process stops. As we know, in the industrial environment time is — literally — money. A systemic shutdown, failure mode investigation and analysis, repair, and restart takes time (money). A lot of time (money).
Supplier Selection is More Than Just Parts
It is the unexpected, unplanned interruption that is the curse of any productive operation. To minimize these incidents, smart manufacturers look for suppliers with not just good products, but also whose technical know-how and in-the-field experience can forestall a production stoppage. Whose intimate knowledge of both their product and your production environment can help anticipate, organize, and execute efficient, prescheduled maintenance and repairs. Suddenly, the value of an aftermarket supplier who brings more than just product to the table becomes clear.
How to choose the right supplier
Here are critical considerations for vetting any aftermarket supplier, to ensure your operation is enjoying the greatest value across your entire supply chain.
Commitment to client success: they demonstrate product technology and investment beyond form, fit, function, and price.
A global and multi-industry profile: the capacity to supply from global sources to global customers, and a demonstrated expertise across diverse industries, providing operational insights less experienced suppliers cannot.
A comprehensive yet flexible technical interface: from simple technical data and accessible content, to exchangeable design tools, to partnering technically with the client to optimize process design, manage projects, and support on-site maintenance.
Strong channel relationships: solid business, inventory, logistical structures between essential manufacturers and distributors.
How Can a Superior Supplier Impact Operations
If we proceed from the industry axiom that the purchase price of a component is a very minor percentage – 15% – of the total operating costs of that component, we need to select suppliers based on their ability to impact that remaining 85%. Here’s how they do it.
Their product is better: superior design and quality, built to last
They’re experts in their business: they identify and recommend alternative solutions that will last longer and perform with greater energy efficiency.
They’re experts in your business: they have the engineering depth to spearhead machine redesign or modifications, to achieve higher machine efficiency.
They fix what they sell: they identify and recommend improvements in maintenance practices, to extend product life and service intervals, and achieve higher machine efficiency.
They have dirt under their fingernails: they’re active in the field assisting with installations, troubleshooting, and monitoring machine performance.
They’re frugal with your money: they reduce working capital investment in inventories, through stores and logistics management between manufacturer and distributor.
They are valued advisors: they have knowledge to share, and readily make their proficiency an asset for the end-user
The Benefits of a Good Bearings Supplier Relationship
When you introduce a genuinely committed aftermarket supplier to your operational equation, the benefits are manifold. It fosters transparent and goal-focused communication. It promotes collaboration, alignment for improvement, and a culture of winning. It includes but transcends mere peace of mind – it drives the integration of processes, engendering ownership, and responsibility on the supplier. Ultimately, it closes the gap between the theoretical, calculated component life and real life.
The Competitive Advantages
The operational impact of a dedicated, active supplier base can drive substantive and lasting advantages to a manufacturer’s profile, lifting them above the noise and a sea of competitors. These benefits are transformational: success breeds greater success:
*Leverage supplier-improved cost and process efficiencies into competitive differentiators and selling advantages.
*Accelerate speed-to-supply from improved reliability, productivity, and uptime.
*Accelerate speed-to-develop and go-to-market timeframes for new products, supported by a robust technical interface and project management support from suppliers.
Partnering with the most capable suppliers, who are continually vested in your success, means a fully responsible and unified effort behind your operation, every day — working to actively prevent downtime and ensuring 100% capacity and efficiency.
Partnering you towards machine optimization
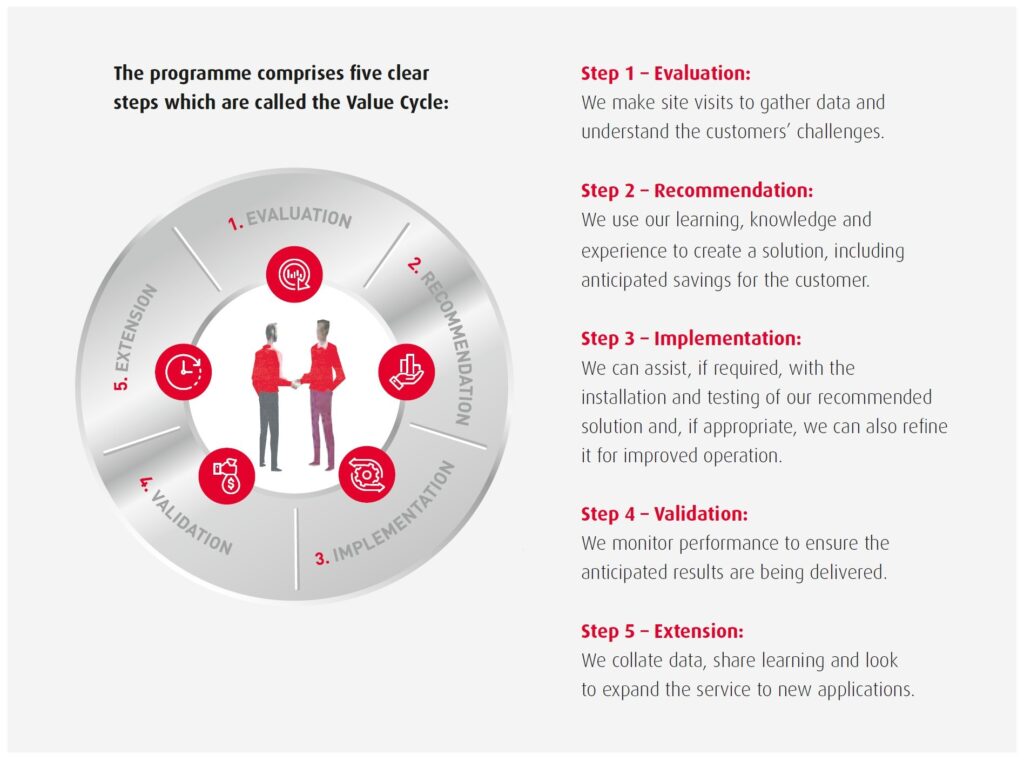
NSK’s AIP Added Value Programme is based around a simple proposition: ‘improvement pays’. By working with you throughout the AIP Value Cycle, we will help you achieve improvements in machine reliability, productivity, and performance, all of which carry a tangible and measurable cost-benefit — and we have the tools to prove it! That’s what we mean by improvement pays.
Start improving with AIP today. It is a proven and practical tool that delivers real cost-savings and performance improvements. It works across all sectors, so get in touch and experience the benefits today.
